#News
Marcatura laser su elementi e attrezzature per impianti dentali
Laser MOPA da 20 W
B&B Dental ci ha fornito taglierina a lancia, chiave dinamometrica, moncone e impianto per sviluppare un processo di marcatura.
Sono elementi che devono essere resistenti alla corrosione e garantire una lunga durata in condizioni stressanti come la decontaminazione e la successiva sterilizzazione in autoclave.
È importante ottenere una marcatura con caratteri e segni ben contrastati, ma non percepibili al tatto. Bisogna quindi evitare di asportare troppo materiale modulando attentamente i vari parametri (potenza, velocità laser, velocità mandrino, ecc.).
La macchina utilizzata nelle prove è una BSP, dotata di mandrino roto-inclinabile. I test di marcatura sui vari elementi sono stati dapprima eseguiti dotando la macchina di una sorgente laser MOPA da 20W; poi le stesse prove, o simili, sono state ripetute con una sorgente laser Pico da 50W.
Test laser MOPA da 20 W
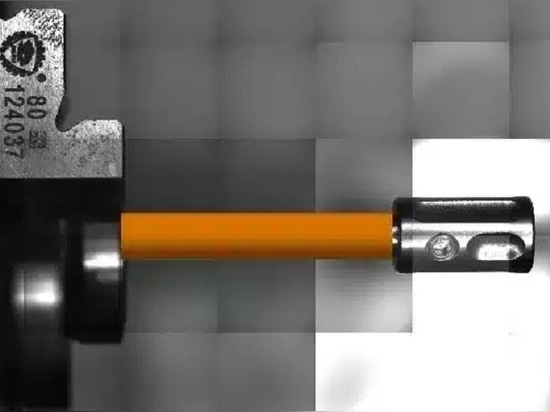
Sulla chiave dinamometrica abbiamo operato su due dei suoi componenti, ovvero sullo stelo con ghiera di regolazione e sul corpo graduato.
Stelo con ghiera. Sul fusto in acciaio abbiamo scritto longitudinalmente il marchio Sisma e aggiunto due fasce con marcatura continua.
La marcatura continua consiste in un segno di lunghezza corrispondente allo spessore della banda marcata (0,5mm) ripetuto dal laser lungo l'asse x, sempre uguale e nella stessa posizione; è poi la rotazione dell'oggetto data dal fuso a creare la fascia attorno ad esso. La rotazione può coprire un giro completo del mandrino o anche 2, a seconda di quanto si vuole annerire; non possiamo però eccedere, per non creare un solco percepibile al tatto. Grazie al mandrino basculante abbiamo poi orientato lo stelo verticalmente contrassegnando la testa della ghiera con la scritta 'B&B DENTAL Implant Company'.
Tutte queste operazioni sono determinate e organizzate in modo semplice dal software SLC3 che interagisce con il Sistema di Visione Coassiale (CVS).
Il tempo totale per l'intero ciclo di lavorazione (due fasce, scritta 'Sisma', inclinazione verticale del mandrino, scritta "B&B DENTAL - IMPLANT COMPANY") è di 2 minuti e 55 secondi.
Il risultato ottenuto è ampiamente soddisfacente (foto 4 e 6): iscrizioni ben visibili (non nere, ma grigio scuro) e appena percettibili al tatto; in questo caso un successivo trattamento di passivazione potrebbe essere utile ma non necessario.
Manica graduata. Il manicotto esterno della chiave dinamometrica era già provvisto di tacche con la relativa numerazione di serraggio. Tali iscrizioni erano però fortemente incastonate nella superficie metallica e rese più evidenti (annerite) dalla successiva colorazione. Il nostro obiettivo era rendere le iscrizioni stesse intangibili, ma comunque chiaramente visibili.
In questo caso, per mantenere l'intangibilità della marcatura, non è stato possibile ottenere una visibilità dei segni paragonabile a quella dei segni esistenti (incisi e verniciati di nero). Abbiamo quindi dovuto utilizzare parametri leggermente più incisivi, ottenendo alla fine una buona visibilità degli elementi marcati (foto 7), ma in compenso una certa rilevanza tattile.
Il tempo di esecuzione è di circa 40sec.
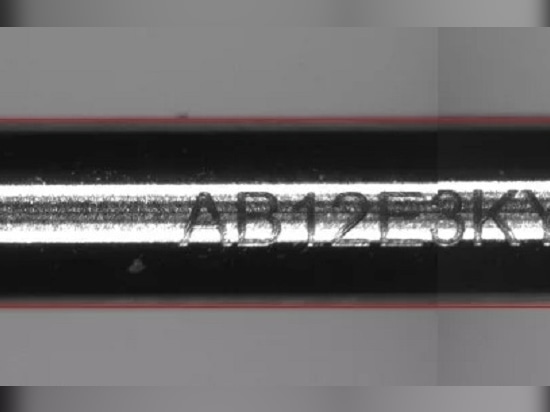
Taglierina in acciaio. Sulla fresa in acciaio vogliamo abbinare una marcatura nera continua (due fasce) alla scrittura di un codice sul gambo della fresa, utilizzando lo stesso procedimento visto per la fresa a cricchetto.
Il passo successivo è la marcatura continua delle due strisce, seguita dal codice alfanumerico, con caratteri alti 0,6 mm e ben leggibili. In questo caso, a causa delle dimensioni ridotte del codice, viene scritto utilizzando solo il galvanometro (nessun movimento dell'asse).
L'intera sessione è stata completata in 55 secondi.
Anche in questo caso, come con la maniglia del cricchetto, il risultato è molto buono in termini di leggibilità e discreto al tatto.
Sugli impianti e sui monconi si vuole riportare una matrice di dati che indichi la loro reciproca corrispondenza (uno specifico impianto deve corrispondere al suo specifico moncone).
Moncone. Su un lato dell'esagono all'estremità del moncone è possibile marcare un datamatrix da 1,16 x 1,16 mm, formato 12 x 12.
Il datamatrix, generato dal software SLC3, viene posizionato sul pezzo dal sistema di visione nello stesso modo di prima.
Il datamatrix viene eseguito in circa 10 secondi e può essere letto al microscopio con un apposito lettore (Cognex 8600).